Definition of automotive wiring harness
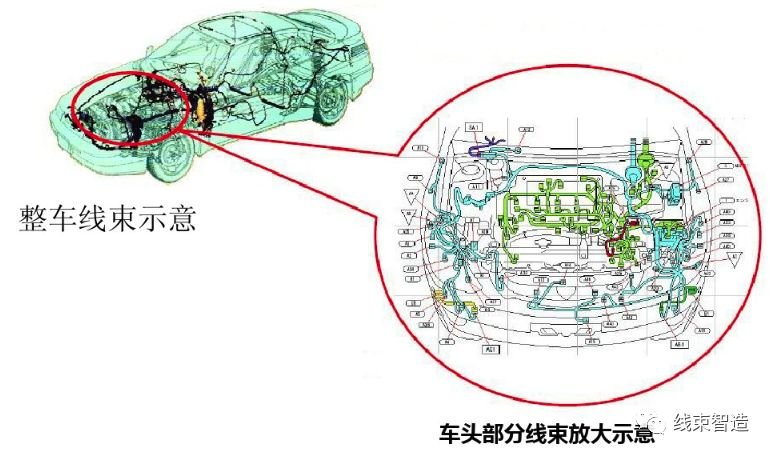
Automotive wiring harnesses play a major role in directing electric current to the electrical components in each part of the car, and in transmitting the driver’s intentions to the car and beyond.
In terms of the human body, the engine is like the heart, and the wiring harness is equivalent to the internal nervous system of the car, which is a general term for connecting all electrical components.
The wire harness is a non-open molded part, flexible part, and highly malleable. The actual loading state will be very different from the 3D digital model.

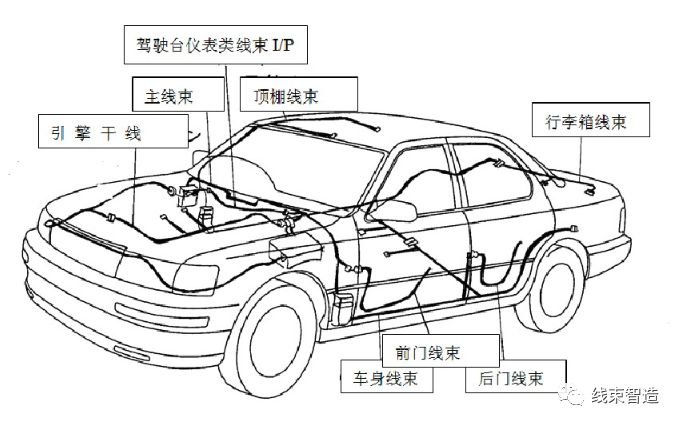
PSA wiring harnesses are divided into five main categories.
Main wiring harness: mainly distributed in the engine compartment and chassis, a small part of the cabin.
Cockpit harness: mainly distributed in the cabin.
Instrument harness: distributed in the instrument panel.
Engine harness: Distributed on the engine.
Small harness: left front door harness, right front door harness, rear door harness, roof harness, rear back door harness, antenna harness, front bumper harness, rear bumper harness, positive cable, negative cable.

Components of an automotive wiring harness.
Connectors, terminals, wires, locator cards, coverings (tape and tubing), seals (sealing plugs and plugs), and electrical test labels.



Wires and Circuits
1, the wire through the wire cutting machine cutting crimping terminal, becomes a branch circuit. (Single branch, crimped branch, articulated branch)
2, the wire is divided into different specifications, 0.35, 0.5, 0.8, 1.0, 1.25, 2.0, 4.0, 6.0, 10.0, 15.0, 25.0, etc., commonly known as the wire diameter, different wire diameter wire has a different number of copper wire strands and insulation skin outer diameter. The size of the wire diameter determines the thickness of the wire.
3, the color of the wire: black, brown, red, orange, yellow, green, blue, purple, grey, white, pink, etc. Each color also corresponds to the corresponding alphabetic abbreviation.
4, the wire type can be divided into Class B, Class C, Class H, Class G, etc. According to the temperature strength is different, can be divided into T2, T3, T4.
5, the wire has a special, called shielded wire, the main role is to prevent interference.

From upper to bottom, these are ring terminals with shrink tubes, most common terminals, seal plug terminals, gold plated terminals, Nickle plated terminals, Parallel terminals.
1、Ring terminals belong to special terminals, which are usually bolted to the car body. This type of terminal has special requirements.
2, The terminal is also divided into without sealing plug terminal and with sealing plug terminal.
3, The terminal crimping is divided into automatic crimping and manual crimping; manual crimping is generally crimped sealing plug terminals and special terminals (hit the terminal, ring end, etc.).

Terminal Head: Max 0.3mm,
Terminal Brush: Max 0.2-1.0mm,
Terminal Front Horn
Terminal conductor crimp section(0.35 and 0.5 cross-section branches are not allowed to break strands, Cross-section greater than 1.4 allows a maximum of two broken strands,Cross-section less than 1.4 allows a maximum of one broken strand)
Terminal Latter Horn
Terminal insulation jacket crimping part
Terminal Window(The insulation should be as close to the conductor as possible, but the copper wire is visible)
Terminal Tail part(not exceed 0.5mm)
A. The main parameters of the terminal.
1. the height and width of the conductor crimp; the height and width of the insulation layer crimp.
2. pointed micrometer to measure the width of the insulation layer; vernier calipers to measure the height of the conductor, width, and height of the insulation layer.
Second, an important characteristic of the terminal is the tension value, the crimped state of the terminal must meet the requirements of the tension value. Through the tension, the tester measures the tension value of the terminal.
Third, any part of the terminal does not meet the requirements, such as no brush, no window, the flare is too large, etc., belong to the terminal deformation.

There are many types of connectors, which can be divided into two categories: waterproof and non-waterproof, depending on the requirements.
The connectors are to be docked and locked to achieve their functions.
Materials related to the connector are locking tabs, covers, positioning clips, ties, etc.

The tapes are divided into T2, T3, and T4 temperature levels depending on the temperature resistance level.
There are PVC, cotton, polyester, and paper tapes according to the material of the tape.
Tape specifications are 9mm, 15mm, 19mm, etc.
There are numerous tape colors, including black, white, green, red, and yellow.
Colored tapes are generally used for marking; paper tapes are generally used for back-folding branches and wrapping; waterproof tapes are used for pasting hinge points and special used.

Positioning clip-fixing method
1. At least two turns of the overlapping winding must be implemented
2. The tie retains 2-3 teeth cut off

Material storehouse – Circuit Cutting – Pull Force Testing – Wire Twisting – Splice Welding – Manual Termination – Molding – Pre-assembly – Official Assembly – Electricity Test – Packing

Standard calibration: Before starting production, operators use a fully qualified standard harness to calibrate the assembly board for faults to avoid board problems that could lead to quality accidents with the harness.
Put Wire up: The process of inserting a branch through a tube, sheath, etc., and then into a connector is called upline. The three steps on the line: 1) plugin 2) listen until you hear the click, if the wire is corrected put into the socket 3)pullback by hand and see if fixed inside
Putting on the tube: For special parts of the harness, such as the engine, easy to insert hanging places, generally require the addition of protective materials.
Wrap tape, wrap tube: The wire harness needs to be fixed on the car, so it needs to be fixed with tape. The tube is the cover of the harness, the same need to wrap it with tape, winding the way basically the same as the direct wrap tape, just wrap the tube requirements to fix the two ends of the tube orifice.
Positioning clips: After the harness is wound, the clips need to be positioned according to the fixture used to assemble the positioning clips to ensure that the clips are fixed on the harness and do not slide. Positioning clip assembly is completed, you need to use the designated tie gun to cut off the end of the tie, and leave 1-2 teeth, except for special requirements.
Down-wiring: After the harness is assembled on the assembly plate, the process of removing the connectors and positioning clips from the assembly fixture is called down-wiring.
Dimensional inspection: After the wire harness is offline, if there is no subsequent process, such as gluing, pressing, sheathing, etc., it will be transferred to the dimensional inspection process. The purpose of the dimensional inspection is to control the size of the wire harness on the assembly board to meet the tolerance of the wire harness and meet the quality requirements, and the wire harness can be visually inspected for defects.
PU injection molding airtight, watertight: For harnesses with special requirements, including connectors with special requirements, need to need to test the airtight or watertight. Airtight wiping place generally requires the addition of protective materials. Mainly test whether the harness is air leakage, such as connectors with sealing plugs; watertight mainly test whether the harness is waterproof, such as the large sheath watertight.
Packaging, warehousing: electrical testing of the successful harness, the operator should be based on the packaging process card, the harness for packaging (including branch back to fold, play ring, play mark, on the cover, stop fuse, etc.) to meet the customer’s packaging requirements for the product. After the packaging is completed, the harness should also be checked again according to the quality packaging inspection guide. After the harness is packaged, it is loaded into the packaging box, and after sticking the correct product storage label and counting the quantity, the quality inspector is notified, and the material clerk puts the harness into storage.
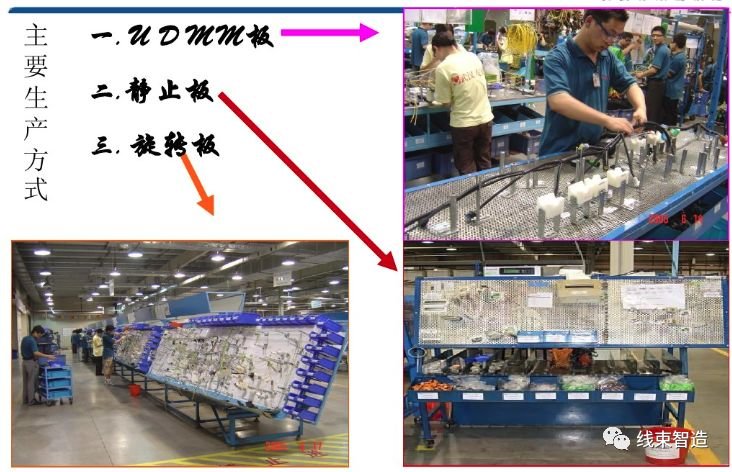
Main Production Methods: UDMM board, Stationary board, Rotating board



